✨ Featured Products
58mm Keychain Button Badge Raw Material | Key Chain Badge

44mm Keychain Button Badge Raw Material | Key Chain Badge
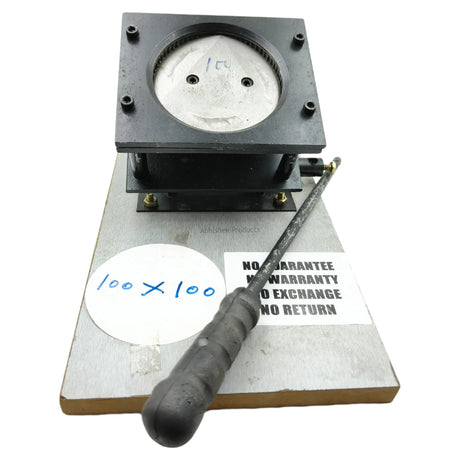
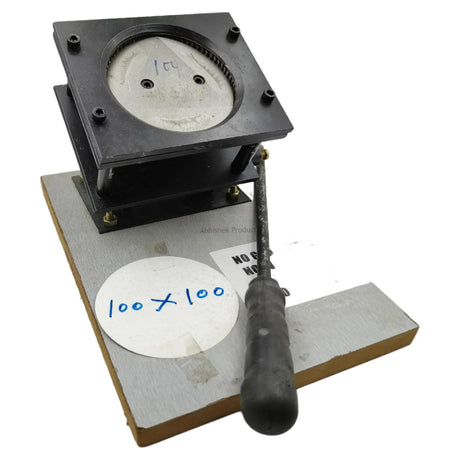
Square Button Badge Setup | Square Button Badge Machine + Die Cutter | Heavy Duty 50x50 mm Pin Back Machine -1 Pressing Machine With Square Badge Mould
Rectangle Button Badge Setup | Rectangle Button Badge Machine + Cutter | Heavy Duty 67x22 mm Pin Back Machine -1 Pressing Machine With Rectangle Badge Mould
How to Make 58mm Keychain Button Badges?
How to Make 58mm Keychain Button Badges?
Creating custom 58mm keychain button badges is a highly profitable side business in India due to the low cost of raw materials and high demand for personalized accessories. This process utilizes a heavy-duty pressing machine to permanently seal a printed graphic between a metal shell and a clear plastic film, attached to a durable keychain base.
Before you start
Beginners entering the badge-making industry should focus on mastering the alignment of the graphic and the pressure applied during the pressing stage. It is recommended to use 100gsm to 130gsm coated paper for printing graphics, as thicker paper may prevent the machine from crimping the edges correctly. A dedicated circle cutter is also necessary to ensure every print is exactly 58mm in diameter, preventing jagged edges or misaligned designs.
Starting a small business with this equipment is discussed in detail in the New Side Business Expo Renovation @ Buy AbhishekID.Com article. Beginners should also consider the 44mm Keychain Button Badge Raw Material | Key Chain Badge for smaller, more delicate designs like school bag tags or zipper pulls. Understanding the difference between sizes helps in offering the right product for specific customer budgets.
Setup steps
Step-by-step assembly
- Prepare the Graphic: Print your design on 120gsm paper and cut it into a perfect circle using a 58mm die cutter to ensure the edges fit the metal shell exactly.
- Load the First Die: Place the metal front shell into the left-hand die (Die A), followed by your printed graphic and the clear Mylar plastic film on top.
- Perform the First Press: Rotate the die plate so Die A is under the handle and pull the lever down firmly to pick up the shell, paper, and film into the upper mold.
- Load the Second Die: Place the keychain back component into the right-hand die (Die B), ensuring the keychain loop is positioned correctly to avoid misalignment.
- Perform the Final Press: Rotate Die B under the handle and pull the lever down completely to crimp the top assembly onto the keychain back.
- Quality Check: Remove the finished keychain and ensure the edges are smooth and the Mylar film is tight without any air bubbles or wrinkles.
How to use the printer
Badge making process
To make a 58mm keychain badge, you must place the metal top shell, the circular printed graphic, and the transparent Mylar film into the first die of a badge pressing machine. Once the first press is completed, the assembly is transferred to the second die containing the keychain back component for the final crimping stage. This mechanical process ensures that the edges of the metal shell are folded tightly around the backplate, securing the keychain in place.
The 58mm size is the industry standard for promotional keychains because it provides a large surface area for logos, photographs, and text while remaining portable enough for daily use. Using high-quality 58mm Keychain Button Badge Raw Material | Key Chain Badge is essential to prevent rusting and ensure the graphic remains vibrant under the protective film. Many entrepreneurs in Secunderabad and Hyderabad use this equipment to supply local schools and corporate offices with branded merchandise.
Production and market use
The best way to use the 58mm badge-making process is for bulk production of event souvenirs, political campaign materials, and personalized photo gifts. In the Indian market, these badges are frequently sold at festivals, college fests, and tourist destinations where customers value quick, on-the-spot customization. Because the machine is manual and requires no electricity, it can be operated in small kiosks or mobile stalls.
For those looking to expand their product range, integrating different shapes can attract more clients. While the 58mm round badge is standard, using a Square Button Badge Setup allows for 50x50mm designs that stand out in the market. Diversifying your offerings ensures that you can cater to both traditional round badge requests and modern geometric branding needs.
Mechanical operation
The 58mm badge making process works through a two-step mechanical compression system that uses high pressure to fold metal edges. In the first stage, the machine's upper mold uses internal springs to hold the metal shell and Mylar film in place. In the second stage, the lower die pushes the backplate upward into the shell, causing the pre-tensioned metal edges to curl inward and lock the components together permanently.
This mechanical interlocking system does not require glue or heat, making it a clean and efficient production method. For businesses operating in regional markets, understanding these technical aspects is vital. More information on localized business setups can be found in the telugu New Side Business Expo Renovation HYDERABAD @ Buy AbhishekID.Com guide, which covers equipment maintenance and operation for Indian entrepreneurs.
Related products
- 58mm Keychain Button Badge Raw Material | Key Chain Badge (Reference source for price) - Ideal for high-volume promotional orders because it includes the metal shell and Mylar film required for a professional finish.
- 44mm Keychain Button Badge Raw Material | Key Chain Badge (Reference source for price) - Ideal for smaller merchandise like bag charms or souvenir keyrings where a more compact size is preferred.
- Square Button Badge Setup (Reference source for price) - Ideal for modern branding because it includes a heavy-duty 50x50 mm pressing machine and a matching die cutter for geometric designs.
- Rectangle Button Badge Setup (Reference source for price) - Ideal for name tags and corporate ID badges because it features a 67x22 mm mould and a heavy-duty pressing machine.
Frequently Asked Questions
⚡ Fast Answers Summary
- The best paper for 58mm badges is 100gsm to 130gsm coated or glossy paper.
- Yes, you can make keychains with a pin-back badge machine as long as you have the correct 58mm die set and keychain raw materials.
- If your badge machine is not crimping, it is usually due to using paper that is too thick or placing multiple Mylar films by mistake.
The best paper for 58mm badges is 100gsm to 130gsm coated or glossy paper. Using paper that is too thick, such as cardstock over 200gsm, will prevent the machine from crimping the metal shell properly, leading to loose edges or jammed dies. Standard inkjet or laser printer paper works well for most promotional applications.
Yes, you can make keychains with a pin-back badge machine as long as you have the correct 58mm die set and keychain raw materials. The machine itself is universal; the only difference is the backplate component you place in the second die. You must ensure the keychain back is compatible with the 58mm shell size.
If your badge machine is not crimping, it is usually due to using paper that is too thick or placing multiple Mylar films by mistake. Ensure that only one sheet of paper and one film are used per badge. Additionally, check that the dies are clean and free of debris, and that the sliding plate is fully aligned under the handle.
A practiced operator can produce approximately 100 to 150 keychains per hour using a manual pressing machine. Production speed depends on having the graphics pre-cut and the raw materials organized. For high-volume orders, having one person cut the paper and another person operate the press can significantly increase the hourly output.
No, professional badge making machines like the ones sold at AbhishekID.com are completely manual and do not require electricity. They operate using a lever-action mechanism that provides the necessary pressure for crimping. This makes them ideal for use in outdoor markets, exhibitions, or areas with inconsistent power supply across India.
The primary difference is the diameter of the finished product, with 58mm offering a larger area for complex designs and 44mm being more compact. The 44mm Keychain Button Badge Raw Material is often chosen for kids' merchandise, while the 58mm version is preferred for corporate logos and photo keychains.